 药融圈社群
药融圈社群


 您现在的位置:
您现在的位置:大连化物所陈光文:探讨微反应技术的问题


药融会第159场专享会嘉宾:陈光文 大连化物所


陈光文:男,1967年3月出生于浙江温州洞头。中国科学院大连化学物理研究所,研究员,博士生导师,所学术委员会委员,国家自然科学杰出青年基金获得者。
-
1985.9-1989.7 浙江大学化工系,有机化工,学士。
-
1989.9-1992.3 浙江大学化工系,化学反应工程,硕士。
-
1995.9-1999.6 中国科学院大连化学物理研究所,化学工程,博士。
-
1999.6-2001.4 中国科学院大连化学物理研究所,助研。
-
2001.5-至今 中国科学院大连化学物理研究所,微化工技术研究组组长,副研究员,研究员。
-
2000年在国内率先开展微化工技术研究,并积极推进微化工技术的工业应用。主持承担国家科技支撑1项、863计划1项、国家自然科学基金8项(包括杰出青年基金、重大项目、重大计划重点项目、地区联合重点项目、国际合作项目和面上项目等)。撰写SCI等论文120余篇,申请中国发明专利90余件,授权发明专利52件。
-
2007年被评为辽宁省“百千万人才工程”百人层次人选;
-
2010年享受国务院政府特殊津贴。
-
2012年获国家自然科学杰出青年基金。现任ChemicalEngineering & Technology杂志顾问编委,《化工学报》、《现代化工》和《过程工程》杂志编委。
大连化物所所成立1949年3月19日,先后分建了3个研究所——兰州化物所、山西煤化所和七机部42所。
大连化物所主要是一个集基础、应用和开发研究,以承担国家重项目为主的,以任务带学科为主要特色的综合性化学化工研究所。我们所的重点的学科领域是催化、化工、化学激光和分子反应动力学、以及近代分析化学和生物技术。目前全所研究人员有1300多人,研究生近1000名。自建所以来,大连化物所造就了若干享誉国内外的科学家及一大批高素质研究和技术人才,先后有19位科学家当选为中国科学院和中国工程院院士。
分享主题:探讨微反应技术的问题
1、微反应器的前身后世。
2、介绍我们组在微化工技术领域一些结合具体实例。
3、就企业所关心的问题—如何开展微反应技术研发工作进行探讨。




大连化物所所成立1949年3月19日,先后分建了3个研究所——兰州化物所、山西煤化所和七机部42所。
大连化物所主要是一个集基础、应用和开发研究,以承担国家重项目为主的,以任务带学科为主要特色的综合性化学化工研究所。我们所的重点的学科领域是催化、化工、化学激光和分子反应动力学、以及近代分析化学和生物技术。目前全所研究人员有1300多人,研究生近1000名。自建所以来,大连化物所造就了若干享誉国内外的科学家及一大批高素质研究和技术人才,先后有19位科学家当选为中国科学院和中国工程院院士。
我们所于2000年率先在国内开展微化工技术研究开发工作,并于2001年成立了微化工技术研究组。组建该课题组的一个主要目标之一就是开展燃料电池氢源系统微型化的研究。
我们知道燃料电池所用的燃料为氢气,氢气携带不方便也不安全,能否直接在车上将液体燃料催化转化为氢气?在汽车这么一个狭小的空间里,首先要考虑到系统的微型化。国际上早期从事微反应技术的研究者,大部分都集中在氢源系统微型化等研究工作方面。
微反应技术概况
1 微反应技术的前生后世
我们经过一年多的研究,发现微通道反应器内实现催化反应存有很大的困难(注:微反应器内部有效体积小,颗粒催化剂装填量有限,若催化剂壁载,量则更少。催化剂寿命与空速近乎反比关系,空速越大、寿命越短)。我们借助于蜂窝陶瓷整体催化剂(汽车尾气用的整体催化剂)可以很好地解决这一问题,结合我们组开发的微通道微换热技术,可以实现氢源系统的微型化。


上图是给高校提供的三套氢源系统之一
自2002年开始,我们组就集中于精细化工等过程强化和过程安全的研发,即传统化工过程升级改造和新过程开发。
化工生产过程最关注问题——资源、能源高效利用(节能降耗),以及环保和安全。现阶段,后两者决定了化工企业能否生存的一个非常关键的问题。我们开发微反应器的一个最重要的一个目标之一就是提高反应过程安全性。
化工生产所关心的除了工艺外,就是如何将该工艺实现工程化,其核心设备之一就是反应器。反应器的核心即传热与传质这两个问题。对于传统的搅拌反应器,存在着多相流体流动的不均匀性,导致了设计放大过程存在放大效应,同样也存在生产过程难以调控等问题。
随着科学技术和经济的快速发展,化工行业也在不断地积极寻求与应用新的技术以提升企业竞争实力。近20年来,化工过程强化技术的发展与进步给相关的化工行业注入了新的动力和活力。微化工技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,给我们未来化工厂升级改造带来很大的一些有力的时机。


从微通道反应器的发展历程来看,早期主要是解决集成电路的“热障”问题。自硅集成电路问世以来,电路的集成度提高了几个数量级。芯片所产生的热量大幅度增加,这给微电子器件的热控制提出了新的挑战。微尺度换热器就是在这种背景下发展起来的一种新的冷却技术。80年代初,美国学者率先提出了“微通道散热器”的概念,成功地解决了集成电路大规模和超大规模化所带来的“热障”问题,使得计算机小型化得以实现。
由于传质和传热原理的相似性,化学化工学者就将“微通道”概念引入到化学工程领域。我们的梦想是化工厂能否如计算机一样实现小型化。

▲上图是微化工的一些技术特征。
(1)传递速率高。由于传热传质系数与通道尺度成反比,同时由于通道尺度通常在亚毫米尺度范围,微通道的比表面远较常规尺度大。因此,传递速率较常规尺度的反应设备高1-2个数量级。
(2)安全性好。传热速率快,可以快速移除热量,降低热点温度;对于易燃易爆的反应过程,由于微反应器的特征尺度小于火焰传播临界直径以及强的传热能力,能够有效地抑制气相自由基支链爆炸反应,使得反应过程可以在很宽的原料浓度和操作温度下安全地进行。同时,由于反应器体积小(物料持有量小),若能监测到异常情况,及时关闭反应器前后阀门,此时即使发生爆炸,也不会对环境等造成大的危害;也可实现因安全缘故未能在大装置进行的反应。
(3)易于放大。由于微反应器中每一通道相当于一个独立的反应器,因此放大过程即是通道数目的叠加(numbering-up),可节约时间、降低成本,实现科研成果的快速转化。此时,最为关键和难点的技术即入口的分配,即如何均匀地将多相流体按设定比例分配到每个通道内。目前,商用的微通道反应器,大多为单通道反应器(即单片为一个通道),其放大除了多片集成还,还可能依赖于尺寸放大。
(4)过程易控。微通道内,如果两相流体的速率确定后,其流型也基本确定,便于对流动和传递过程行为进行模型化,再结合本征反应动力学,有望实现对反应过程的调控。
正因为有这样的特征,未来化工设备可更紧凑、小型化,从实验室到工业过程的放大进程更快,反应过程的调控更容易,过程安全性更高。再经过过程工艺优化,有可能实现过程节能降耗减排。

如何实现化工过程强化或过程强化的基础?
化工过程中进行的化学反应受传递速率或本征反应动力学控制或两者共同控制。
就瞬时和快速反应而论,在传统尺度反应设备内进行时,受传递速率控制,而微尺度反应系统内由于传递速率呈数量级提高,因此这类反应过程速率将会大幅度提高;如酸碱中和反应、烃类直接氟化等。
慢反应主要受本征反应动力学控制,其实现过程强化的关键手段之一在于如何提高本征反应速率,通常可采用提高反应温度、改变工艺操作条件等措施;而中速反应则由传递和反应速率共同作用,也可采取与慢反应过程类似的措施。
目前工业应用的烃类硝化反应大多属于中慢速反应过程,反应时间在数十分钟至数小时,在微反应器内可采用绝热硝化并同时改变工艺条件可使反应时间缩短至数秒。因此,从理论上分析几乎所有反应过程皆可实现过程强化,但强化的效果各有不同(传统硝化过程因传热受限,大多采用降低反应速率的办法以确保过程的安全性;若采用提高反应温度或改变工艺条件,以提高硝化反应本征反应速率,但由于绝大多数反应过程属于复杂反应过程,条件的改变,副反应速率的变化可能更快,导致选择性下降。这也是复杂反应过程的强化所面临的一大问题)。



以芳烃(苯、甲苯)硝化为例。如目标产物为二硝基化合物,此时的副反应有一硝基和三硝基。而三硝基化合物反应条件更苛刻,可选择合适的工艺,实现一步二硝化。
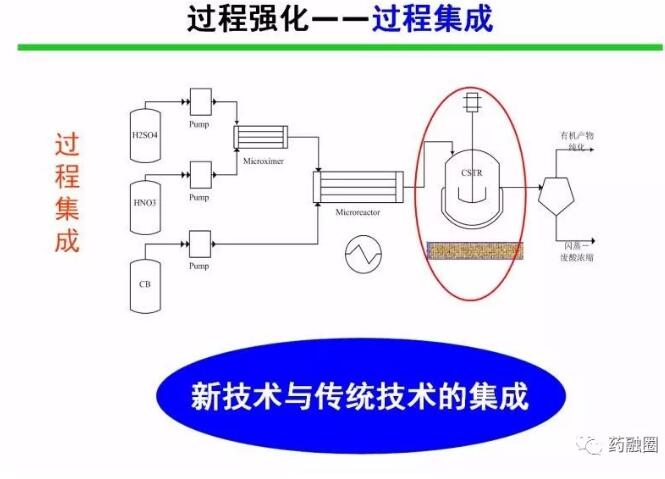
但对于目标产物为一硝基化合物(有二硝基化合物的控制要求,以避免后续的分离)而言,如硝基(甲)苯的生产(如工厂不需要二硝基(甲)苯),若采用强化措施,二硝基化合物将会增加,导致选择性下降。此时,若采用微反应器与传统反应器相互集成,也可提高反应过程的安全性。因开停车事故发生率高,此时若采用微反应器/微混合器进行预混合和预反应,即使开车阶段出现故障,由于反应釜内物料相对均匀,也可降低床层的热点,减少事故发生率。
微反应器与传统反应设备(反应釜、管式反应器、静态反应器/混合器)等相互集成是实现微反应技术规模化应用的一个重要途径。一个系统能否实现工程化应用,需要综合考虑反应过程的混合、传热、传质、反应以及停留时间等因素。
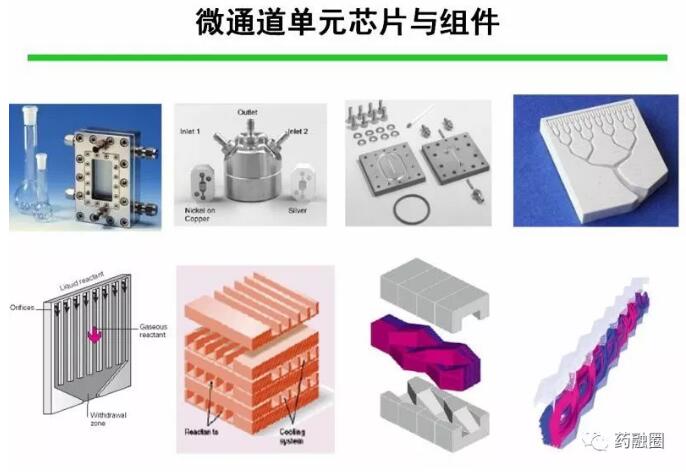

图中所示为不同类型的微反应器。如橙红色的设备,类似于板翅式换热器,若其通道小于1mm,称之为微换热器;若发生反应,则可称为微反应器。直通道大多为层流流动,依靠分子扩散,传质速率较慢,因此,需要设计内构件(内部结构),以形成局部的二次流动(产生涡流),提高传递速率。
目前研究机构和设备企业所采用的内部结构各有特色,如心形、伞形、Z字形、聚焦型等,其传质性能基本处于同一量级。
微化工技术的应用



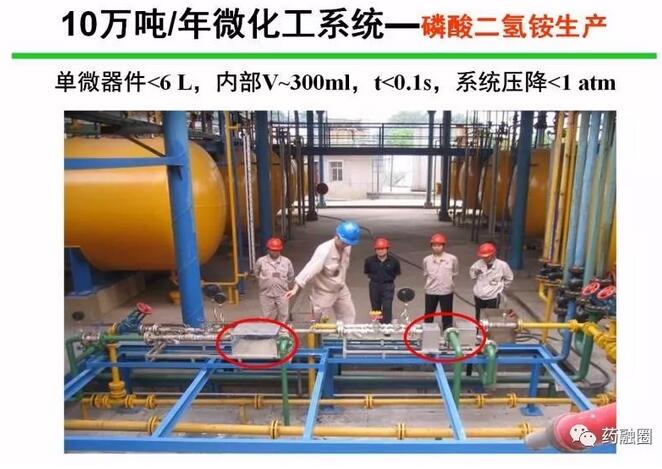
上图是与中石化长炼催化剂公司开展的合作,生产浓度为20%的磷酸二氢铵。磷铵是重要的化肥原料,也是含磷沸石催化剂的常用磷载体——磷酸二氢铵改性分子筛。磷酸二氢铵溶液的生产过程为间歇操作方式,包括三个生产单元:氨水配制、浓磷酸稀释、磷酸二氢铵生产。这三个过程皆为强放热反应过程,生产浓度为20%的氨水、稀磷酸和磷酸二氢铵,其绝热温升分别为37℃、40℃和50℃。
原有的液氨稀释采用并流喷射混合系统,混合和传热效果差,易导致氨汽化、管道振动剧烈、噪音大;浓磷酸稀释与磷酸二氢铵合成均采用大型气体搅拌罐式反应器,放热量大,产生大量含氨尾气,污染环境,过程调控难(要求氨与磷酸的摩尔比控制在±0.5%)。我们研究组所开发的用于磷酸二氢铵生产的微化工系统,年生产能力可达10万吨,并且具有系统体积小(微反应器、微混合器和微换热器体积均小于6L)、压降低(小于0.1MPa),移热速度快、响应快、过程连续且易于控制、运行平稳、无振动、无噪音、无废气排放、产品质量稳定等优点,是一种能实现过程强化、安全、高效、清洁的生产设备和工艺。
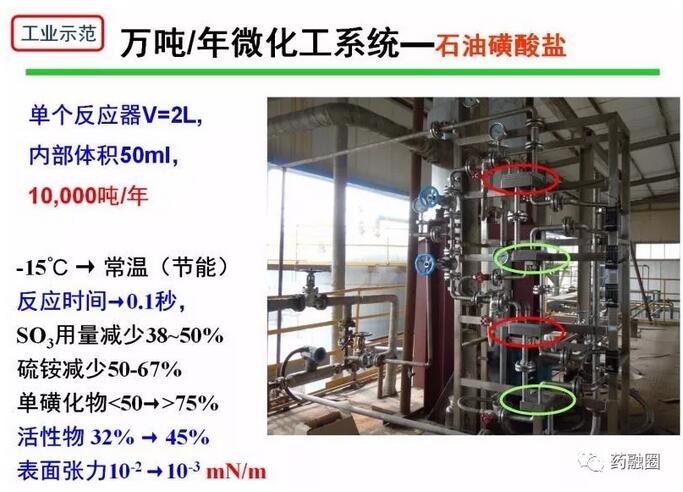

石油磺酸盐项目是与胜利油田下属企业开展合作的。
目前石油磺酸盐合成工艺路线主要是以石油馏分油为原料、SO3为磺化剂的液相间歇釜式磺化工艺。反应过程属于强放热快速反应过程,为使反应过程安全、平稳进行,采用大量低温循环冷却液进行强制换热,使反应温度维持在0~5℃,过程能耗大。且由于反应釜内的微观混合效果差、物料停留时间分布宽、釜内磺化反应热难以及时导出、磺化剂滴加时间较长(6~7小时),导致操作难度大、产品质量不稳定、局部温度过高、过程安全性差、生产成本较高等问题。
SO3磺化是快速强放热反应,故反应物料的瞬间均匀混合、反应热的快速转移和反应速度的有效调控是实现磺化反应过程安全平稳和提高反应产物中活性物含量的关键。要实现这些目标,须从根本上强化反应器内的传递性能和微观混合效果。
2014年完成了用于万吨级石油磺酸盐生产的微化工系统的工业示范运行。根据历经多年的小试和中试结果,提出了采用两级磺化的工艺路线(SO3磺化剂分为两股),每级包括一个微反应器和微换热器,使反应温度控制在60℃内,无需使用低温冷却液,节能显著;反应时间仅为0.1秒,反应器的体积大幅减少,单个反应器内部有效体积仅为50ml。通过工艺优化,磺化剂用量减少1/3,产品质量均大幅提高,为微反应技术的推广应用奠定良好基础。



响水事件发生后,大家对硝化反应过程都比较关注。我们知道,化工企业发生安全事故的主要因素是生产管理不严、操作不规范,而国内所报道的反应过程所发生的爆炸事故多数与硝化反应有关。
对于硝化反应,我们组有十多年的研究。硝化底物包括芳烃类化合物和醇类化合物。底物不同,硝化反应速率不同,我们研究目的是针对不同过程特征的硝化反应如何实现工业放大。
硝化反应过程有几个重要的特征,即反应速度快,放热量大,尤其对于醇类硝化而言,所生成的硝酸酯敏感度高,易爆炸。
化学反应过程的安全问题主要有两种。一种为传热失控,即放热量大于移热量,热量积累,反应温度上升,直至超过反应物料的分解温度,导致爆燃。另一种情况为反应失控,这种情形的特征之一为反应过程多相界面性质发生变化,致使反应体系的性质发生突变。以醇类硝化过程的安全性为例进行说明。正常生产情况下,要求硝酸/醇摩尔比>1.0,此时反应所生成的硝酸酯与混酸形成两相(油-酸两相),反应过程平稳进行。与我们合作企业在传统反应釜生产中曾发生爆炸,因此,我们也力图揭示发生爆炸的原因,目的是将微反应系统提交给企业生产使用时,能做到真正的安全生产。为此,我们设计了不同实验条件,发现当硝酸量不足时(即硝酸/醇摩尔比<1.0),即使采用微反应器(未通冷却),也能观察到在短短的2-3分钟内,反应温度从常温快速升高至150℃;随后又补充实验,发现当硝酸/醇摩尔比<1.0,硝酸已经消耗完毕,此时,硫酸开始与醇发生反应,形成硫酸酯。而硫酸酯作为表面活性剂,促进反应产物硝酸酯快速溶解到酸性中,当其浓度超过阈值,在酸作用下,发生分解。若微反应器采用原位换热,也可抑制分解情况,但此时反应体系呈乳化状态,不利于后续的分离。若采用搅拌釜反应器,由于搅拌不均匀,极易出现两相界面处的硝酸与醇的比例失衡,导致反应失控。
硝化反应爆炸机制的探索研究,将为医药、农药和含能材料等精细化学品的安全生产和过程调控提供重要的理论基础。
下面一张是关于三氟甲氧基苯硝化的中试。主要目的控制间位,若间位<0.2%,反应时间需要28小时;若间位<0.1%,则反应时间将加倍,达到60小时。致使生产产能下降一半。通常企业这类产品的年产量在300-500吨。为提高生产效率、有效控制间位,我们采用微反应系统开展了中试,取得良好的效果,反应时间仅为5分钟,同时间位开展在低于0.08%。为工业放大奠定基础。


最后一个例子介绍微反应技术在纳米材料合成过程中的应用。上图所示为我们所完成的5000吨级的氢氧化镁阻燃剂中试。
微反应器因其优异的混合性能而特别适用于微纳材料的制备。高品质的阻燃材料要求粒径尺寸在特定范围且粒径分布均一。阻燃材料氢氧化镁的生产过程包括沉淀、洗涤、水热、干燥和焙烧等多个单元操作。其中液相沉淀反应为瞬时反应,受微观混合控制,是影响纳米材料粒径大小及其分布的关键步骤。通过釜式反应器生产存在劳动强度大、重复性差、质量难控制等一系列问题。我们研究团队开发出基于微反应器的沉淀反应设备,并改良了后续水热工艺,成功地完成了5000吨/年氢氧化镁生产的中试,得到尺寸可控、粒径均一的高品质氢氧化镁阻燃剂。
企业如何开展微反应技术研发工作
1 研究机构和反应设备厂商
-
国内研究机构:中国科学院大连化学物理研究所、清华大学、华东理工大学等。
-
国内相关企业:山东豪迈、山东金德、青岛钛钽铌锆、武汉盛世精细化学品等公司等。
-
国外相关公司:拜耳(埃菲德)、康宁、荷兰(深圳一正代理)、美因茨(IMM,大连微凯代理)等。

我国有数以万计的中小型化工企业,由于人才匮乏和经费投入不足,普遍存在着化工过程技术和装备落后,导致过程效率低、能耗高、污染重、产品质量差。特别是在新设备、新过程设计放大和过程调控方面存在许多问题,化工生产过程安全性也较差,难以适应可持续发展的需要。随着化学工业对环境、能源和资源需求的不断增长和高技术的进步,这些问题将愈加尖锐,能否有效解决这些问题,已成为我国化学工业尤其是中小型化工企业能否实现新型工业化和跨越式发展的关键!
因此,国外一些微反应器生产厂商纷纷瞄准中国的中小型化工市场,推销其设备。由于国内中小型化工企业大多缺乏微反应技术的二次转化能力,一些企业所购置的微反应系统也大多也难以得到有效的利用,更难以将其应用到实际的生产过程,浪费了不少资金。
打个比方(不一定恰当):反应器如同一个锅,不是有了锅就能做得一手好菜,关键是厨师。反之,有了好厨师,不一定需要昂贵的锅才能做好菜。
企业要想开展微反应技术的研发,最理想的是与相关研究机构或微反应设备提供方开展合作,提供真正实用的微反应器和相应的工艺,这样可较快实现技术转化。
目前,微反应器价格普遍偏高,企业也有多重选择:
①过程强化技术有超重力、微反应器、静态混合器等可供选择;
②确定想购买微反应器之前,也可购置简易的三通和毛细管(内径0.5-2.0mm,四氟乙烯或不锈钢等材质皆可),毛细管可长可短,也可盘绕,并可置于水浴中以便控温。待确认有效后,再考虑放大的问题。
③建议与相关研究机构或设备厂商合作开发过程工艺,真正将微反应器等相关的过程强化技术应用于工业生产过程。
化工生产过程主要考虑到酸腐蚀问题。碳化硅等陶瓷类材质具有良好的耐酸腐蚀,但由于材料本身呈脆性,应力不均匀,一旦出现裂纹,可能会发生瞬间爆裂。而不锈钢等金属材质耐腐蚀性能差,此时需要对金属表面进行处理以提高其耐蚀性,或选用相应的耐酸腐蚀的金属材质。金属材质在酸性介质中主要发生点腐蚀,一旦有泄漏,但鲜有爆裂现象,因此有时间去处理(关闭前后阀门等)。
使用过程主要考虑反应介质性质选择相应的反应器材质。
堵塞问题是制约微反应器应用的另一大问题,也是大家所比较关心的问题。因此,首先要考虑所使用的原料相对干净。具体办法有:
①反应器前段设置过滤装置,以滤除原料中的固体微粒。
②外置超声或振动装置(难度大些)。
微通道堵塞行为主要有两种机理,即桥连和沉积。前者如碳酸锌合成过程,易出现大颗粒、压降波动大,采用超声,壁面颗粒可快速震落;后者如硫酸钡合成过程,压降缓慢上升直至堵塞,施加超声,颗粒缓慢逐层剥落。


欢迎关注药融圈官网
www.pharnex.com




